���x���_ʽ�X݆�ǵV��ĥ�C���P�I���������������\���^���г�Ҋ�Ć��}����С�X݆�����Е�ʹ�ֲ��X����Fƫ�d�����z�y���{������������������X��p���������X�����ؿs���X݆��ʹ�É������Y�ϵV��ĥ�C�_ʽ�X݆�S�o���`����B���ھ��X��ز���S������ӵIJ����Йz�y�������������ͨ�^��϶�͉|Ƭ��Ч���{���_ʽ�X݆�ǶȲ������M�����о��c���Y����ƌW�z�y����Ч�{���ṩ��ָ����
���ڵV��ĥ�C�_ʽ�X݆���ӹ��r���^���ӣ��e�dz��F�����Еr���ֲ��X����ܸ��d�ɣ������X���^����F�c�g���Ѽy�����s�����X݆��ʹ�É�������ƫ�d�^��r�����X݆�X���������F����ʧЧ���������Ȱ��������öѺ��ޏ�һ�����X����r�g�s�� 3~6d��������Q�X݆�����ˆT�����ߺ��X݆����ʂ䵽λ��ǰ���£�Ҳ������Ҫ15d�������ޏͺ��ʹ��Ч�����ڲ��_���ԣ������a�\�I�����˾�Ľ����pʧ��
�_ʽ�X݆�������ǵV��ĥ�C�\���^���г�Ҋ�Ć��}���a������Ҫԭ�����¡�
(1) �ڰ��b���ڣ�ĥ�Cؓ��ԇ܇�r��ؓ�ɡ�Ͳ�w���S�еȲ����ض����ߣ�Ͳ�w�϶ȡ���׃�ε��S֮��׃���_ʽ�X݆�Č��Р�rҲ�l����׃����
(2) �ڵV��ĥ�C�\�D�r���S���r�g�����ƣ����S�С�С�X݆�S�Ȳ�ͬ��λ�ػ�����������Ӱ��_ʽ�X݆�Č��Р�r�����⣬���ɱ������ӌ��¹̶��S��������˨�D�س��F���ͣ��܆����^���е�˲�r�_��Ӱ푣�С�X݆�S�M�װ��������X݆Ҳ���ܰl����λ��
���H���a�^���У��������F���_ʽ�X݆�����Йz�y�����������]�м��r�l�F����ȡ��ʩ������X݆���X���O���¹ʡ����X݆���Fƫ�d�r���ڌ�ʩ�{���^���У��������aӋ���o����Ҫ��һ���Ը�Ч����{�������_��Ҏ���Ĝض�ƫ������@����һ���ձ���ڵļ��g�y�}���Еr�������e�`���{���������Mһ���ӄ����X��ƫ�d�����H�������˷�Ӌ���z�ޕr�g��߀���܌����X݆�X����������Եēp�����P��ᘌ����φ��}�քe�M��������������о��c���Y����ƌW����z�y�����_��Ч�{���������ṩ���_ָ����
1 �����еęz�y������B
�_ʽ�X݆�����еęz�y����ͨ���֞��x���z�y�������ھ��z�y�������x���z�y���������y����϶���ͽ��|��e�����ھ��z�y���������ھ��X��ضȜy�������ھ��S������Ӝy�������P�߃H��B�ھ��z�y�ķ�����
1.1 �ھ��X��ضȜy����
�_ʽ�X݆�����Ќ������������X��ؓ�d�ֲ����������ڸ�ؓ�d�c�a���ߵ��\�Мضȡ����X��ض��^����r�������X����ܾ�����d�ɣ�Ҳ�����X݆̎���^�ь��Р�B��
ͨ���x��С�X݆�����Ǵ��X݆�X��ضȁ��Д��_ʽ�X݆�Ƿ���F�����ЬF���@����錍�H�\�Еr���l�F���X݆�X��ضȺ�ƫ�����С�X݆�ĸ�С���o�����еط�ӳ�X݆�����еĆ��}��ͬ�r���ܴ��X݆���b���ȵ�Ӱ푣���ͬλ�ô��X݆�X��Ĝضȷֲ�Ҳ��һ�¡��D 1 �͈D 2 ��ij�\����ĥ�C���X݆��С�X݆�ğ����D���D 1 �@ʾС�X݆�X��ض�ƫ��s 10.6 �棬�X����ߜضȞ� 58.7 �档�D 2 �@ʾ���X݆�X��ض�ƫ��С�� 1.0�棬�X����ߜضȞ� 38.0 �棬��С�X݆�X����ߜضȵ��� 20.7 �棻ͬ�r�������r���Ĕz�ăɏ����X݆�X��Ĝضȷֲ�Ҳ���в�ͬ��
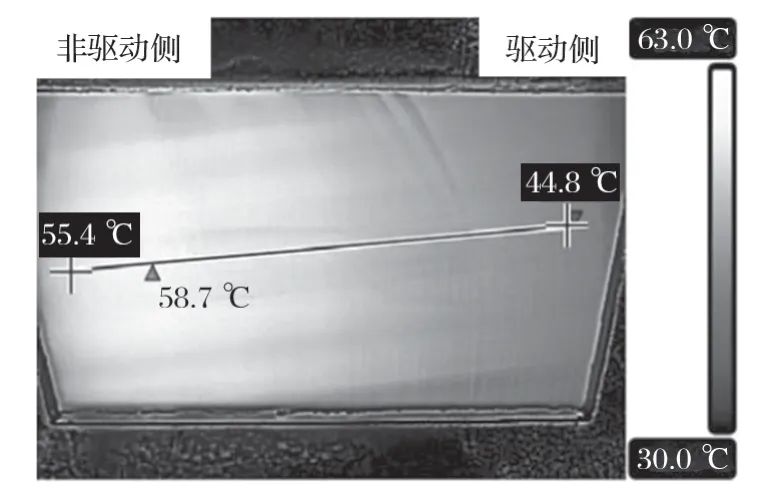
�D1 ij�\����ĥ�CС�X݆�X������
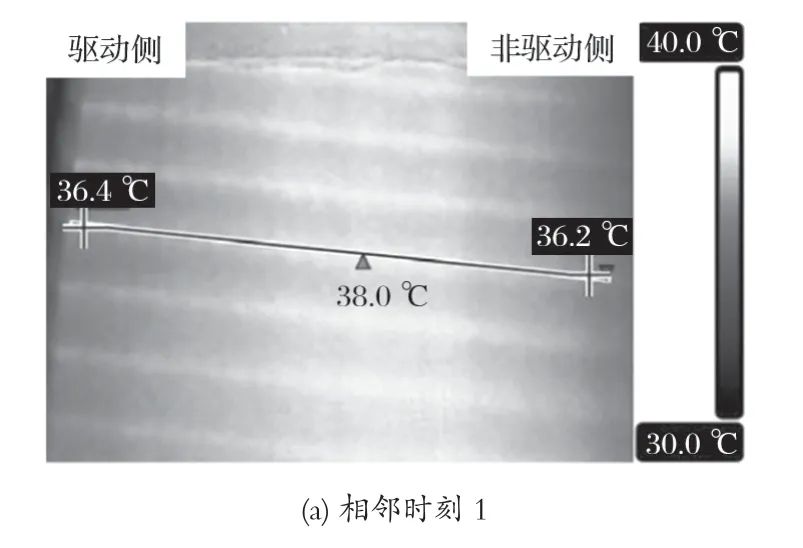
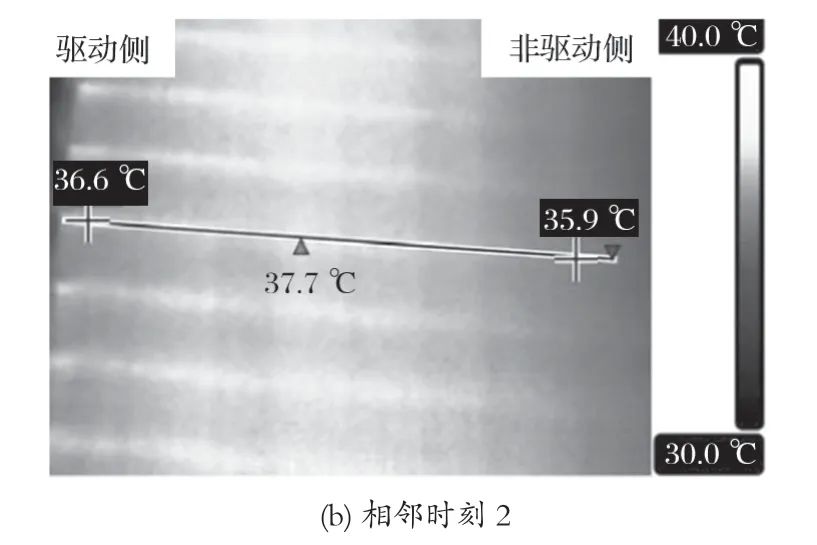
�D2 ij�\����ĥ�C���X݆�X������
С�X݆�X��ض�ͨ���������X݆���ϰ��b�� 3 ���t��y���������F�ھ��y���ģ���D 3 ��ʾ�������ֳ֜y�ؘ����ڏ��^���T̎�y���X��ضȣ����c�t��y�����������M�бȌ����_���ھ��O�y�����ʴ_��Ҳ�dz��б�Ҫ��ͬ�r�������x���錣�I�O�y���ߣ��܉��ṩ����ֱ�^ȫ��Ĝضȷֲ���Ϣ�����磬�L�����X������ijλ�Üض��������@ȡ��һ�c������^��̎����ߡ���ͺ�ƽ���ضȣ���D 4 ��ʾ�����Կ������O�yλ�õ���ߜضȞ� 67.61 �棬��͜ضȞ�58.10 �棬ƽ���ضȞ� 64.70 �档

�D3 ���b���X݆���ϵļt��y������
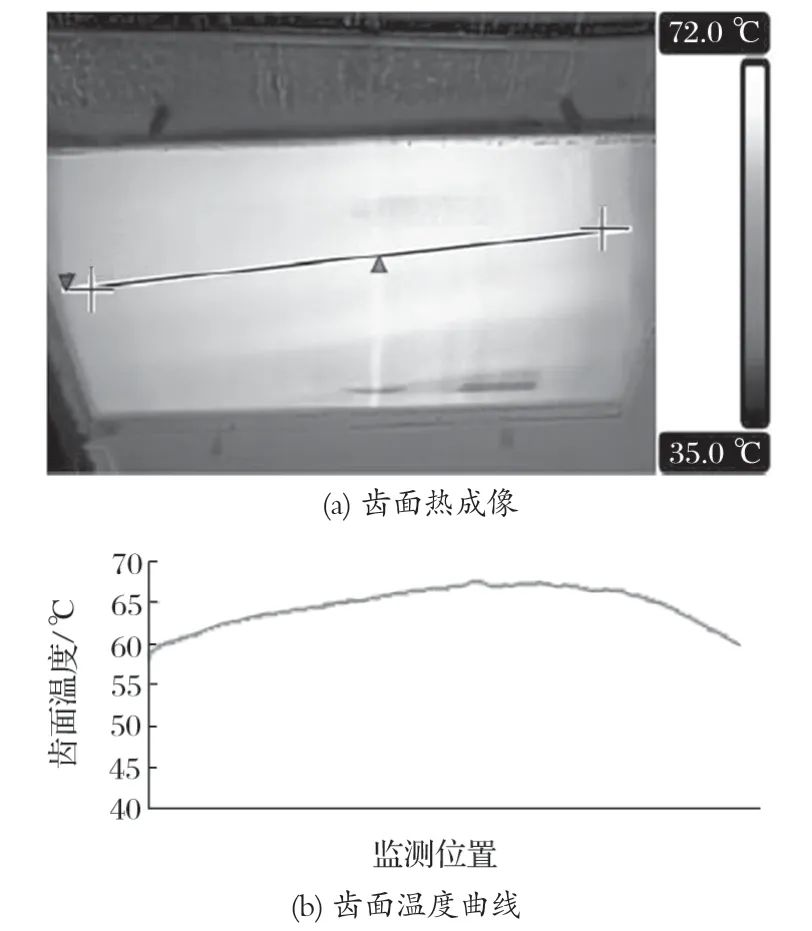
�D4 ijĥ�CС�X݆�X��������
1.2 �ھ��S������Ӝy����
����ĥ�C�_ʽб�X݆�Ŀv���غ϶�ͨ������ 1�����ӱ��^ƽ����ʹ�S�����ϵ����ֵ�o�����еط�ӳ�X݆���IJ����Р�B���H������һ�������ęz�y�������� 1 ���О�ij�_ĥ�C 4 �N��ͬ�ض�ƫ���£��ɷN�X݆�����l�ʵ�С�X݆�S�Mˮƽ�����S������Ӕ�����ԓ�����@ʾ�X��ض�ƫ���c���ֵ�]���^������P�ԣ���ʹ���@�����е��X݆���䇧���l�ʵ� 2 ���l���ֵҲ�^�͡��� 2 ���О��{��������ǰ���X��ض�ƫ���c�S������Ӕ��������Կ�����4 �M�����е��_ʽ�X݆���{����ض�ƫ������ٜp�� 80%�����S��������ٶ�ֵ�ֽ����� 15% ���ϡ�
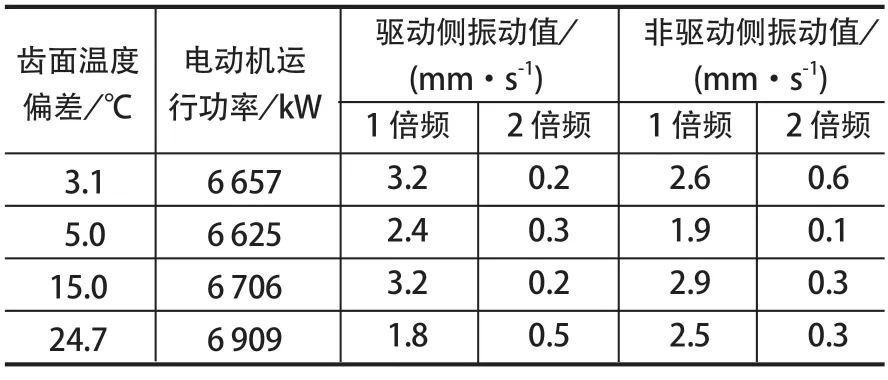
��1 ˮƽ�����S������Ӕ���
��2 �{��������ǰ���X��ض�ƫ���c�S������Ӕ���
2 �����е��{�������о�
�_ʽ�X݆������ͨ�����F��ƽ�в����С��ǶȲ������Լ��C�ϲ����У���ͬ����ʽ�a����ͬ��Ӱ푣���Ҫ��ȡ�����Ĵ�ʩ�M���{����
2.1 ƽ�в�����
ƽ�в��������O�䌍�H���r�аl���^�٣�Ӱ������^С���ڴ˲��M�������о���ƽ�в�������Ҫ���F����ˮƽ������С�X݆�c���X݆�X��ɶ˂�϶ֵ���϶ֵ���^һ�£������X݆�OӋ���A����λ�ó��F�دB���߾��x�^���Еr����ɮ�����ӡ��X��ض��^�ߵȆ��}��ͨ�^���wƽ�Ƽ����{����λ��
2.2 �ǶȲ�����
�ǶȲ����Е�������X����d�ɷֲ��������X��ضȮa��ƫ��ǶȲ������ַ֞�ˮƽ�ǶȲ����к��Qֱ�ǶȲ����У���D 5��6 ��ʾ��
�D5 ˮƽ�ǶȲ�����ʾ��
�D6 �Qֱ�ǶȲ�����ʾ��
2.2.1 ˮƽ�ǶȲ�����
ˮƽ�ǶȲ����Еr��С�X݆�c���X݆�X��ɶ˂�϶ֵ���F���@�IJ�ֵ����ͨ�^�Ƅ�һ���S����ʹ��϶ֵ�_��һ�£����F�d�ɵľ���ֲ�����K���F�������X��ضȡ����˴_��ˮƽ�Ƅ������_���Hһ���{����ʹ��϶ֵ�ӽ�һ�µ�Ŀ�ģ��������S����ˮƽ�Ƅ��c��϶ֵ�����Pϵ���D 7 ��ʾ���϶�Ĝy����ʽ����ע����ǣ��ܰ����cҹ���h���ضȺʹ��X݆�����c������Ӱ푣����eλ�õĂ�϶ֵ��С�����F���ӣ�����ʹ�D 7 �Мy�õ��X��϶ֵ x1+x2 (�X����Ƚ��|����X϶�� 2 ����϶ֵ֮��) �c x3+x4(�X���҂Ƚ��|����X϶�� 2 ����϶ֵ֮��) �IJ�ֵ�M��С���ҽ��|�ȟo�g϶��
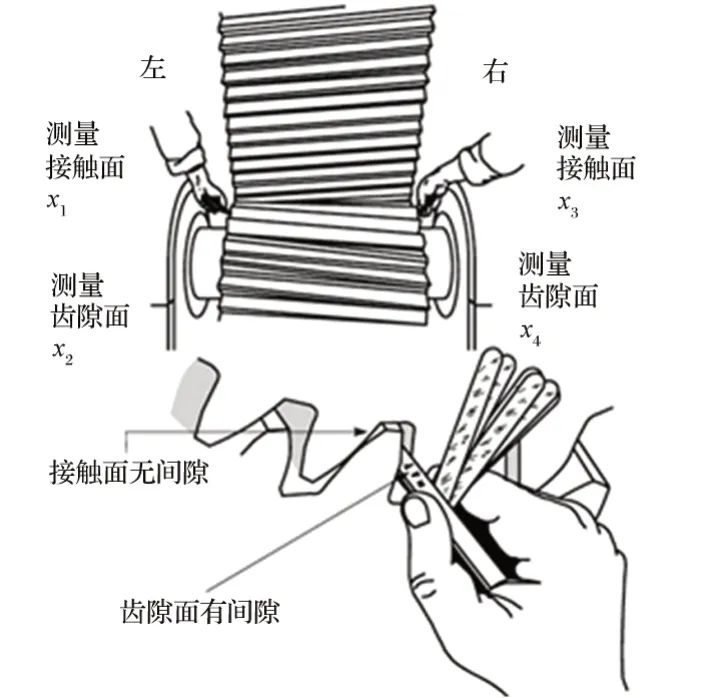
�D7 ��϶�Ĝy����ʽ
�D8 ��ʾ���С�X݆�İ��bʾ�⡣�ڌ��H�S�o�����У��y�����X���϶ֵ�����ڹ��A̎�Ă�϶׃��ֵ jbn�������X݆�����ԣ��Y�ϴ�С�X݆λ���Pϵ���Եó��Q��ʽ

ʽ�У���s ��С�X݆�Sˮƽ�ƄӾ��x��mm���� ���С�X݆���b�ǣ�(��)����n ���X݆�������ǣ�(��)��
���磬С�X݆�Sһ��ˮƽ�ƄӾ��x ��s=1 mm�r�����O �� =14�㣬��n=25�㣬�˕r jbn=0.9 mm�������A̎�Ă�϶׃��ֵ�� 0.9 mm��
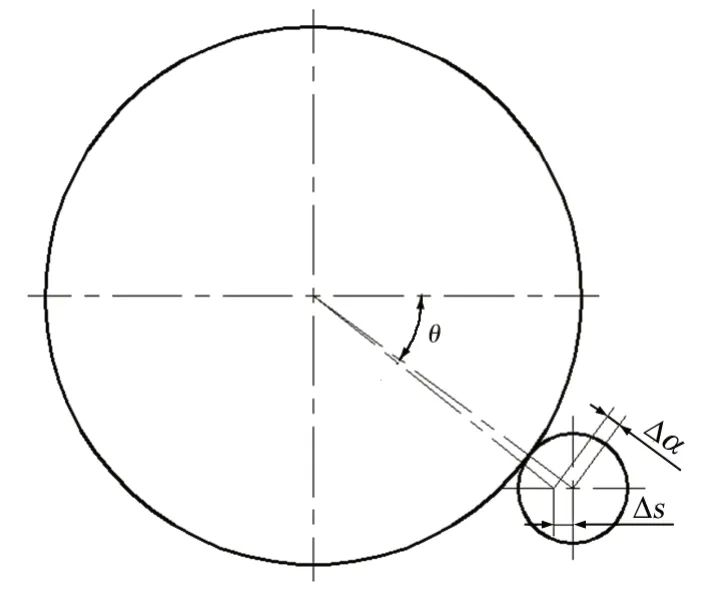
�D8 ��С�X݆���bλ��ʾ��
2.2.2 �Qֱ�ǶȲ�����
��С�X݆�c���X݆�X��ɶ˂�϶ֵ���϶ֵ����һ�r���X��ض����@ʾƫ����Д����Qֱ�ǶȲ����С��˕r����Ҫ��С�X݆���Qֱ�����M�������{�������C�ɶˇ��ϳ��d�����ԡ��F���Ѽ����ɽM�Qֱ�ǶȲ������X݆�������{��ǰ��Ĝض�ƫ��׃�����{������ĥ�C���H�\�й����M�Д��������c�о����P������˽��ؚw��ʽ
ʽ�У�S ������ĉ|Ƭ�{������mm����T ����Ҫ�{���Ĝز�ֵ���棻Lr ��ĥ�C���L���ȣ�P1 �錍�H�\�й��ʣ�kW��Pn ��ĥ�C�~���b�C���ʣ�kW��
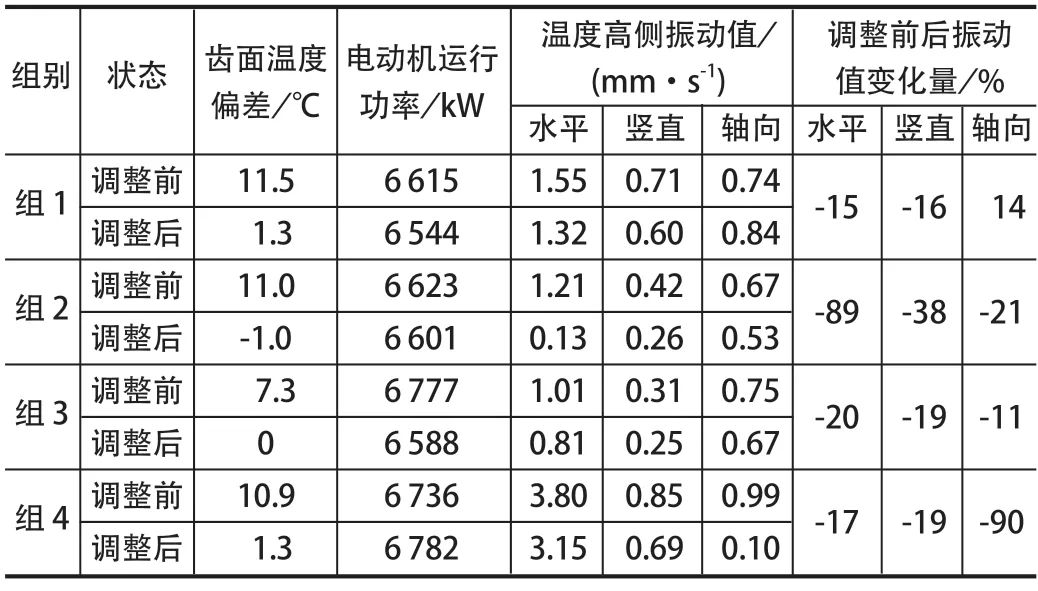
ʽ (2) ���]��ĥ�CҎ��ͬ�L�����Լ��ڲ�ͬ�d���µ�Ͳ�w�϶Ȍ��ض�ƫ���Ӱ푣��܉��^��ɿ��ش_�����Qֱ�ǶȲ�������r��С�X݆�S�M���{�������Y�ϱ� 3 �е� 7 �M���H����������ʽ (2) Ӌ��|Ƭ�{�������Y���c���H�|Ƭ�{��������ֵС�� 0.05 mm������������D 9 ��ʾ���M��F���{����ʩ���;�������
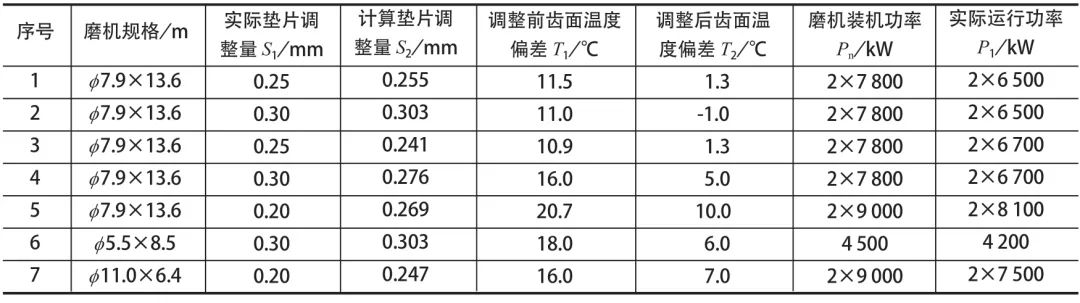
��3 �Hʹ�É|Ƭ�{��ǰ�����X��ض�ƫ���
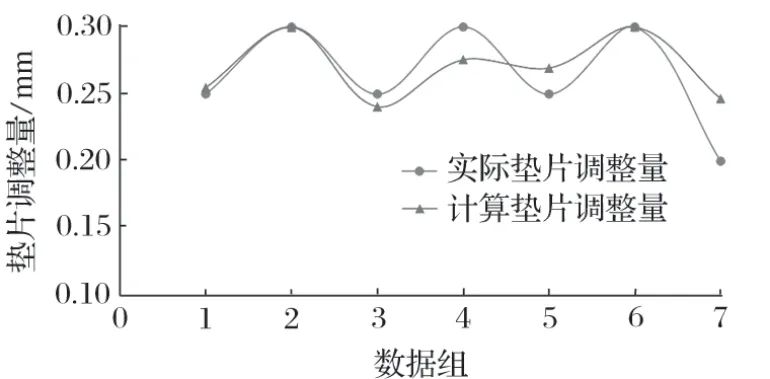
�D9 ���H�ĉ|Ƭ�{�����cӋ��ĉ|Ƭ�{�������^
3 ӑՓ
�_ʽ�X݆�����е��{����һ�����ܲ������^�̣���Ҫʹ�ðٷֱ�ӛ䛣����_�J�̶��˺��΄Ӷ��S�������{���^���еČ��Hλ������ͬ�r���迼�]�S����϶���S������˨�o�����С�X݆�S�c늄әC��p������ͬ�S�ȵ����أ��Y�����ܲ�����ˮƽ��Ӱ푡��e�Ǯ�늄әC�o���{���r�����{��С�X݆�r����Ҫ�C�Ͽ��]�����S��ͬ�S�ȣ������_ʽ�X݆�����{�������S��ͬ�S�ȳ��ˌ��®�����ӆ��}��
4 �YՓ
�_ʽ�X݆�IJ�������ĥ�C�\���еij�Ҋ���}��ԓ���}�ij��F�����ڴ��X݆�L�ڷ����\�У����ؕr���ڃȿ��܌��X݆���ֱ�ӓp�ġ�ͨ�^�ھ��X��ضșz�y�����ɼ��r�ذl�F�����І��}��ᘌ���Ҋ�ĽǶȲ�������r��ˮƽ���Qֱ�����{��С�X݆�S����������Ч�Ľ�Q��������Ҫע����ǣ����{���_ʼǰ����_���ض�ƫ���Ƿ��ɲ����Ќ��£��Լ������еľ��w��͡�
ᘌ�ˮƽ�ǶȲ�������r���{����϶��Ҫ���˸�Ч�ʴ_�،�ʩ�{�����Y��ĥ�C�X݆�ĎνY�����_����С�X݆�Sˮƽ�Ƅ����c��϶׃�������Pϵʽ��
���Qֱ�ǶȲ�������r����δ_���{���|Ƭ��ȵ��y�c���Y�� 7 �M�F�����H�{���������C�Ͽ��]��ĥ�CҎ��IJ�ͬ�L�����Լ��ڲ�ͬ�d���µ�Ͳ�w�϶Ȍ��ض�ƫ���Ӱ푣�����˿��������ؚw��ʽ������ԓ��ʽӋ��ĉ|Ƭ�{�����c���H�|Ƭ�{��������ֵС�� 0.05 mm���M���{���ľ�������߀�ɸ�������F����������C������Ӌ���{���|Ƭ��ȵĽ��ؚw��ʽ�������_ʽ�X݆�{���ļ��g�y�ȣ����s�{�������ĕr�L�����X݆���L�ڰ�ȫƽ���\�Є��������l����
���ڸ�ĥ�C���r��ͬ�����������Ϸ���������{��Ч��������r����ʹ����ɫ���鿴�_ʽ�X݆���H���|��r������ԭ��ȡ����������ʩ��
���ĸ�ʽ��